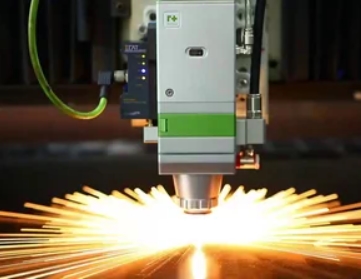
 Современные услуги лазерной резки металла достигают такой точности, что способны разрезать сталь толщиной в 25 миллиметров так же аккуратно, как хирург разрезает ткани. Именно это и происходит на современных промышленных площадках, где лазерная резка превращает обычные металлические листы в сложнейшие конструкции. Технология работает по принципу фокусировки лазерного излучения в точку диаметром всего 0,1-0,3 мм, создавая температуру до 20 000°C, которая мгновенно плавит металл. Этот процесс полностью автоматизирован: компьютер управляет перемещением головки станка по траектории, заданной в чертежах формата DXF или STEP, обеспечивая точность до десятых долей миллиметра.
Современные услуги лазерной резки металла достигают такой точности, что способны разрезать сталь толщиной в 25 миллиметров так же аккуратно, как хирург разрезает ткани. Именно это и происходит на современных промышленных площадках, где лазерная резка превращает обычные металлические листы в сложнейшие конструкции. Технология работает по принципу фокусировки лазерного излучения в точку диаметром всего 0,1-0,3 мм, создавая температуру до 20 000°C, которая мгновенно плавит металл. Этот процесс полностью автоматизирован: компьютер управляет перемещением головки станка по траектории, заданной в чертежах формата DXF или STEP, обеспечивая точность до десятых долей миллиметра.
В 2026 году промышленная лазерная резка уже не просто технология — это основа современных производственных цепочек. Волоконные лазеры мощностью от 2 до 20 кВт режут нержавеющую сталь со скоростью 30 метров в минуту, алюминий — до 50 м/мин, а титановые сплавы обрабатываются с допуском 0,02 мм. Важно понимать, что лазер не просто режет — он создает идеально ровные кромки без заусенцев, термическая зона влияния не превышает 0,5 мм, а ширина пропила составляет всего 0,2 мм. Это означает, что детали практически не требуют дополнительной механической обработки, что экономит до 40% производственных затрат.
Почему лазерная резка изменила правила игры в промышленности
Когда-то производство металлических деталей ассоциировалось с грохотом гильотинных ножниц, искрами плазмотронов и тоннами металлической стружки. Лазерная резка полностью изменила этот подход. Отсутствие физического контакта режущего инструмента с материалом исключает вибрации, износ и деформации заготовки. Представьте: станок режет сложный контур из нержавейки 3 мм со скоростью 25 м/мин, а кромка остается настолько чистой, что ее можно сразу использовать для сварки или покраски.
Технология использует различные газы в зависимости от типа металла. Для нержавеющей стали подают азот под давлением 15-25 бар — это создает защитную газовую подушку, предотвращающую окисление и обеспечивающую зеркальный срез. Углеродистая сталь режется с кислородом, который химически усиливает процесс горения, повышая скорость до 40 м/мин. Алюминий требует гелия или аргона, поскольку эти газы не вступают в реакцию с расплавом. Каждый режим точно откалиброван: изменение давления газа на 1 бар может повысить качество реза на 15%.
Ключевое преимущество: коэффициент использования материала достигает 92-95%. Современные программы раскроя типа SigmaNEST анализируют лист 3000×1500 мм и располагают детали так, что отходы составляют всего 5-8%, против 25-35% при традиционной резке.
Энергопотребление также впечатляет: волоконный лазер мощностью 6 кВт потребляет 25 кВт·ч электроэнергии в час, что на 35% меньше, чем плазменная резка аналогичной мощности. Экологичность достигается за счет замкнутой системы фильтрации паров и отсутствия абразивной пыли. В странах ЕС, включая Польшу, такие станки обязательны для соответствия стандартам ISO 14001.
Лазерная резка в автомобилестроении
На конвейерах Volkswagen, Toyota и GAZ лазерная резка формирует 75% кузовных деталей. Высокопрочная сталь DP800 толщиной 1,2-1,8 мм режется с точностью ±0,05 мм, что критично для стыковки панелей с зазором менее 0,3 мм. Лазер создает сложные радиусы изгиба 0,8 мм и перфорацию диаметром 2 мм для вентиляции салона — операции, недоступные для штамповки.
В двигателях лазеры режут впускные коллекторы из алюминиевых сплавов AlSi9Mg, обеспечивая каналы сложной геометрии с сечением 3×15 мм. Скорость резки — 35 м/мин, зона термического влияния контролируется до 0,3 мм, что исключает микротрещины при последующей термообработке. На заводах Bosch подобная технология позволяет выпускать 12 000 коллекторов в смену при браке 0,3%.
Интересно, что лазерные комплексы интегрируются с роботизированной сваркой в единую линию. Деталь режется, перемещается манипулятором к сварочному посту, где лазер же выполняет шов. Время цикла изготовления дверной панели сокращается с 8 до 2,5 минут. В России это активно применяется на ГАЗель NEXT и LADA Vesta.
Аэрокосмическая промышленность: работа с экзотическими сплавами
Здесь требования к точности достигают 0,015 мм, а материалы — жаропрочные никелевые сплавы Inconel 718 и титан Ti-6Al-4V. Лазеры работают в импульсно-непрерывном режиме: короткие импульсы мощностью 10 кВт плавят металл, а паузы охлаждают зону реза. Толщина HAZ не превышает 0,08 мм, поверхность Ra 1,2 мкм позволяет сразу анодировать или покрывать керамикой.
Лопатки турбин диаметром 800 мм режутся из листа 15 мм за 18 минут. Компьютерная томография проверяет отсутствие микротрещин глубиной более 0,01 мм. На Airbus A350-1000 лазерная резка формирует 3200 элементов фюзеляжа, экономя 18% веса конструкции по сравнению с фрезеровкой.
В России «ОАК» использует 12-киловаттные волоконные лазеры для реактивных двигателей ПД-14. Титановые кольца диаметром 1,2 м обрабатываются с допуском 0,025 мм, что обеспечивает балансировку ротора при 20 000 об/мин. Контроль качества включает рентгеновский дефектоскоп и спектрометрию химического состава кромки.
Энергетика и лазерная резка металла
Лопатки ветрогенераторов длиной 60 метров режутся из высокопрочной стали S690QL толщиной 20 мм. Лазер формирует аэродинамический профиль с кривизной 2,5% хорды, точность контура — 0,4 мм на метр длины. Один станок обрабатывает 8 лопаток в смену, цикл — 45 минут на изделие.
В теплообменниках из нержавейки AISI 316L лазер создает соты с ячейками 8×8 мм для максимальной теплоотдачи. Резка выполняется азотом при 22 барах, скорость — 18 м/мин. Поверхность ячеек полируется в процессе резки, что исключает дополнительную обработку.
На атомных станциях лазеры режут направляющие колонны из закромченной стали 15Х2НМФА. Толщина 35 мм требует предварительного прогрева до 250°C и скорости 4 м/мин. Кромка соответствует классу 1 по ГОСТ Р ИСО 9013-1, что гарантирует 40-летний срок службы без коррозии.
Строительство и металлоконструкции большого масштаба
Фермные балки для мостов длиной 24 метра режутся из листа S355 толщиной 40 мм. Портальные лазерные комплексы с рабочим полем 4×12 м обрабатывают профили IPE 600 с фланцами и полками в едином цикле. Точность реза — 0,6 мм по всей длине, что обеспечивает идеальную стыковку без подгонки.
Фасадные панели из оцинкованной стали DX51D+275 создаются с шагом перфорации 25 мм. Лазер формирует вентиляционные отверстия диаметром 4 мм с шагом 0,1 мм, что исключает шум при ветре скоростью 30 м/с. В Минск-Сити подобная технология позволила собрать 18-этажный фасад за 14 дней.
Модульные здания собираются из деталей, вырезанных с точностью 0,3 мм. Система Nesting оптимизирует раскрой 15 листов 2000×1000 мм, используя 93% материала. Сварка выполняется сразу после резки роботами с контролем шва ультразвуком.
Новые горизонты: медицина, электроника, мебель
Титановые импланты бедра режутся с порами диаметром 0,3 мм для остеоинтеграции. Лазер в режиме ультракоротких импульсов (пикосекундный) испаряет металл без термических повреждений, поверхность соответствует ISO 13485. Деталь массой 180 г изготавливается за 22 минуты.
Корпуса серверов из алюминия 5052 режуются с вентиляционными щелями шагом 1,5 мм. Теплопроводность кромки сохраняется на 98%, что критично при нагрузке 350 Вт. Один станок обслуживает линию Apple-серверов, цикл — 45 секунд на корпус.
Дизайнерская мебель из латуни L63 создается с орнаментами глубиной 1,2 мм. Лазер формирует 3D-контуры с радиусом 0,4 мм, полируя кромку в процессе резки. Производительность — 120 ножек столов в смену при полной идентичности деталей.
Подробнее о современных решениях в этой области можно узнать у специалистов ВР-Констракшн.