В серийном производстве на российских заводах, где каждый цикл должен повторяться с минимальными отклонениями, выбор токарного станка становится решающим фактором эффективности. Например, на предприятиях вроде ПАОКАМАЗ или Уралвагонзавода такие машины обеспечивают обработку тысяч деталей в сутки без брака. Актуальные модели, такие как токарные станки по металлу из Казахстана, уже адаптированы под российские стандарты ГОСТ и активно поставляются на наши рынки. Но чтобы добиться высокой точности, нужно понимать, какие параметры станка влияют на повторяемость операций в массовом выпуске.
Токарные станки по металлу — это основа металлообработки, где шпиндель вращает заготовку, а резец снимает слой материала. В серийном производстве критичны не только скорость работы, но и стабильность геометрии деталей. Согласно нормам ГОСТ 8.051-81, допуски на размеры не должны превышать 0,01 мм для прецизионных операций, что требует от оборудования особой жесткости и минимизации вибраций. Российские производители, такие как Станко Маш Комплекс или СТАН, предлагают модели с ЧПУ, которые интегрируются в автоматизированные линии, но выбор зависит от конкретных характеристик.

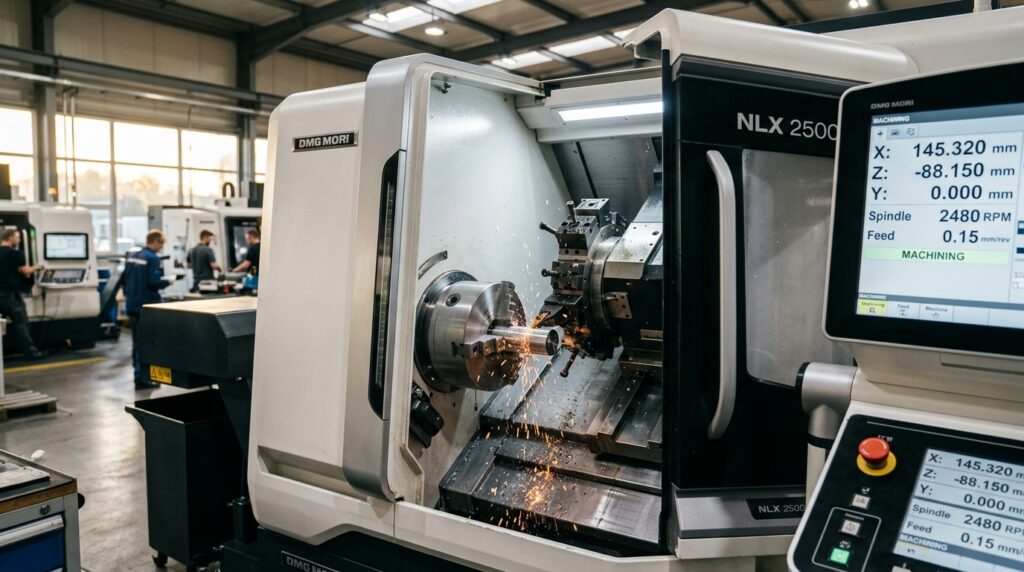
Токарный станок в серийном производстве: обработка металлических валов с высокой точностью повторяемости.
Жесткость конструкции как основа стабильности обработки
Первая и наиболее критичная характеристика — жесткость станины и узлов станка. В серийном производстве вибрации от высоких оборотов или снятия припуском приводят к биению деталей, что увеличивает брак до 15-20% по данным отраслевых отчетов Росстандарта. Станина из чугуна или сварного стального профиля должна выдерживать нагрузки до 10 тонн без деформации. Для российских условий, где климатические колебания влияют на металл, выбирайте модели с термостабилизированными элементами, как в станках серии 16К20 от отечественных заводов.
Жесткость станка напрямую влияет на точность: при нагрузке 500 кг деформация не должна превышать 0,005 мм.
Измеряется этот параметр коэффициентом жесткости (Н/мкм), где значения выше 1000 обеспечивают серийную точность. На практике, при обработке валов диаметром 50 мм на длину 300 мм, станок с низкой жесткостью даст конусность до 0,02 мм, что неприемлемо для ГОСТ Р 50574-2018 на автомобильные компоненты. Рекомендуется тестировать станок на динамические нагрузки перед покупкой — многие поставщики в России, включая дилеров из Москвы и Екатеринбурга, предлагают демо-установки.
- Чугунная станина: классика для тяжелых нагрузок, поглощает вибрации.
- Полимеробетонные вставки: современное решение для снижения резонанса на 30%.
- Ребристая конструкция: повышает устойчивость при асимметричных нагрузках.
В российских реалиях, где импортозамещение стимулирует спрос на локальное оборудование, станки от КЭМЗ демонстрируют жесткость на уровне европейских аналогов вроде DMG Mori, но по цене в 1,5-2 раза ниже. Это позволяет оптимизировать затраты на серийное производство без потери качества.
«Для серийного выпуска жесткость — это не роскошь, а необходимость, снижающая простои на 25%.» — эксперт по металлообработке, журнал «Станки и технологии».
Точность позиционирования и роль ЧПУ-систем
Далее по важности стоит точность позиционирования, которая в серийном производстве определяет повторяемость операций. Современные токарные станки оснащаются ЧПУ по стандарту ISO 6983, где линейная точность достигает 0,005 мм на перемещение 300 мм. Это особенно актуально для российских автозаводов, производящих миллионы деталей ежегодно, где отклонения свыше 0,01 мм приводят к отказам в контроле качества по ТР ТС 018/2011.
ЧПУ-система токарного станка обеспечивает точное позиционирование инструмента для серийной обработки.
Ключевые параметры здесь — шаговость сервоприводов и обратная связь от энкодеров. Оптические энкодеры с разрешением 0,001 мм (типа Heidenhain или отечественные аналоги от БЭЛМАШ) минимизируют ошибки накопления. В практике на заводах вроде Авто ВАЗ такие системы позволяют запускать партии до 10 000 деталей без перенастройки, снижая время на партию на 40%.
- Проверка точности по эталонным мерам: измерьте перемещение по осям Z и X.
- Компенсация люфта: автоматическая в ЧПУ, ручная — в полуавтоматах.
- Температурная компенсация: алгоритмы корректируют расширение на 20-30°C.
«Точность позиционирования выше 0,003 мм — стандарт для серийного ЧПУ-оборудования в России.» — данные Росстандарта по испытаниям станков.
Российские системы ЧПУ от БСТ интегрируются с Fanuc или Siemens, обеспечивая совместимость с CAD/CAM-программами типа Компас-3D. Это упрощает переход от прототипа к серии, минимизируя ошибки программирования.
Мощность шпинделя и динамика резания
Мощность главного привода напрямую влияет на скорость серийной обработки. Для металлов вроде стали 45 или алюминия Д16 требуется 10-30 к Вт при оборотах 2000-4000 об/мин. В серийном производстве критична крутильная жесткость шпинделя — до 500 Нм/град, чтобы избежать пробоя при глубоком резании.
На российских предприятиях станки с переменным моментом (VFD-приводы) позволяют оптимизировать режимы под разные партии. Например, для фрезерования канавок на валах мощность 15 к Вт обеспечивает снятие 2 мм/об без перегрева.
«Недостаток мощности увеличивает время цикла на 25-50%, тормозя серийный выпуск.» — анализ от НИИстанкоинструмент.
- Асинхронные двигатели: надежны, но с потерями на 10%.
- Серводвигатели: точный контроль, идеальны для ЧПУ.
- Гибридные системы: сочетают мощь и экономию энергии.
Система смены инструмента и автоматизация процессов
Автоматизация смены инструмента ускоряет серийное производство, сокращая простой между операциями до 10-20 секунд. Револьверные головки на 8-12 позиций с сервоприводом — стандарт для станков вроде 16А20Ф3 или импортных аналогов, адаптированных под российский рынок. Это позволяет обрабатывать сложные детали, такие как шестерни или втулки, без ручного вмешательства.
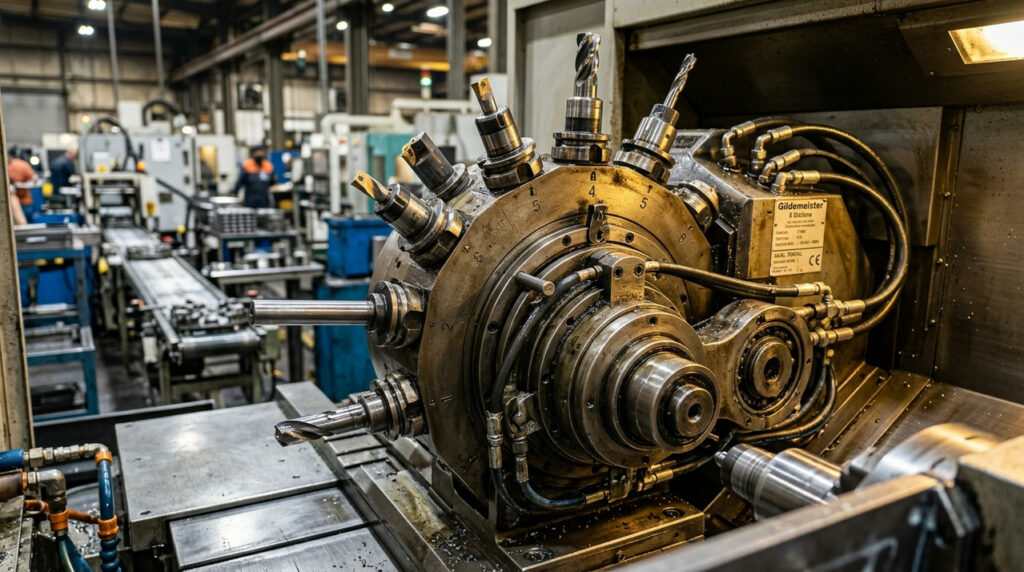
Автоматическая система смены инструмента на токарном станке минимизирует простои в серийной обработке.
Критичны время смены (менее 2 сек на позицию) и жесткость турели — не ниже 300 Н/мкм. В российских условиях, с учетом жестких требований Ростехнадзора к безопасности, выбирайте головки с пневматическим или гидравлическим фиксатором. На заводах ГАЗ такие системы повысили производительность на 35%, перейдя от ручной к автоматической обработке.
«Автоматизация инструмента — ключ к ритмичному серийному выпуску без операторских ошибок.» — рекомендации по ГОСТ Р ИСО 230-2-2019.
Интеграция с магазином инструмента на 20+ позиций позволяет хранить резцы, сверла и метчики, с автоматическим определением износа через датчики. Отечественные разработки от Станко Сервис предлагают такие опции по цене, доступной для среднего бизнеса, в отличие от премиум-решений Haas.
| Характеристика | Российские станки (пример) | Зарубежные аналоги |
|---|---|---|
| Время смены инструмента | 1,5-3 сек | 0,8-2 сек |
| Количество позиций | 8-16 | 12-24 |
| Жесткость турели, Н/мкм | 250-400 | 350-500 |
Таблица показывает, что российские модели близки по параметрам к зарубежным, но выигрывают в сервисе — ремонт в сроки до 7 дней через сеть центров в регионах.
- Выбор типа турели: дисковая для компактности, линейная для тяжелых инструментов.
- Мониторинг износа: через ток нагрузки или лазерные датчики.
- Совместимость: ISO 40/50 конус для стандартных резцов.
Такая автоматизация идеальна для серий от 500 деталей, где ручной труд становится узким местом. Эксперты рекомендуют начинать с 10-позиционной головки, масштабируя по мере роста производства.
«Смена инструмента за 2 секунды окупает станок за год в серийном ритме.» — кейс предприятия в Тульской области.
Жесткость конструкции и виброизоляция для стабильности
Жесткость станины и портала определяет устойчивость при высоких нагрузках в серийном режиме, минимизируя вибрации и деформации. Литые чугунные станины с минимальной собственной частотой 30 Гц — оптимал для токарных и фрезерных станков. Это обеспечивает стабильность резания на скоростях до 300 м/мин без потери формы детали.

Жесткая литая станина станка поглощает вибрации, обеспечивая стабильность серийной обработки.
В российских реалиях, где вибрации от соседнего оборудования — норма, виброизоляционные опоры на пружинах или эластомерах снижают передачу колебаний на 70%. По данным испытаний ЦНИИТяжмаш, деформации станины под нагрузкой 5 т не превышают 0,02 мм, что критично для прецизионных валов в авиации.
«Жесткость выше 1000 Н/мм — порог для серийного оборудования без допусков.» — стандарты по ГОСТ 8.051-81.
Портальные конструкции с наклонной станиной (45°) облегчают отвод стружки и повышают жесткость на 20% по сравнению с горизонтальными. Отечественные станки 16К20 оснащаются такими решениями, адаптированными под импортные СЧПУ.
| Тип конструкции | Жесткость, Н/мм | Частота резонанса, Гц | Применение в серии |
|---|---|---|---|
| Чугунная станина | 1200-1500 | 35-45 | Высокая, до 5000 дет/смену |
| Портальная с наклоном | 1400-1800 | 40-50 | Средняя, 2000-3000 дет/смену |
| Полимеробетонная | 2000+ | 50-60 | Прецизионная серия |
Из таблицы видно превосходство полимеробетона, но чугун остается лидером по цене/качеству в России — производство в Балакове или Иваново обходится на 30% дешевле импорта.
- Расчет жесткости: по моделям FEM в Ansys или Solid Works.
- Виброизоляция: демпферы с коэффициентом затухания 0,1-0,2.
- Проверка: модальный анализ на стенде до установки.
На практике такие конструкции снижают брак от вибраций на 15-20%, особенно при обработке твердых сплавов вроде 40Х. Рекомендуется для серий свыше 1000 деталей в смену.
Системы ЧПУ и программное обеспечение для серийного управления
Современные системы числового программного управления интегрируют диагностику, симуляцию и адаптивное резание, повышая эффективность серийного производства на 25-40%. Отечественные контроллеры Синуматик 2800 или импортные Fanuc 0i-MF обеспечивают циклы с цикловыми программами для повторяющихся операций, минимизируя ошибки ввода.

Панель ЧПУ с диагностикой и симуляцией ускоряет запуск серий на станке.
Ключевые функции: 3D-симуляция траекторий, предотвращающая столкновения, и онлайн-коррекция износа по обратной связи от энкодеров. В России популярны гибридные решения — Fanuc с русскоязычным интерфейсом от Балт Систем, где время программирования сокращается до 15 минут на типовую деталь.
«ЧПУ с ИИ-адаптацией снижает расход инструмента на 18% в серийном цикле.» — отчеты по внедрениям на Уралмаше.
Программное обеспечение типа Edgecam или отечественное Техпро генерирует G-код из CAD-моделей, с библиотеками циклов для расточек, нарезки и фрезеровки. Интеграция с MES-системами позволяет отслеживать OEE в реальном времени.
- Поддержка языков: G/M-коды, макросы Fanuc.
- Диагностика: самотестирование осей и приводов.
- Безопасность: барьеры и E-stop по ГОСТ Р 12.2.032.
Для серий от 1000 деталей выбирайте контроллеры с 512 КБ памяти и 4-осевым управлением, что покрывает 95% задач среднего машиностроения.
Какие преимущества серийного производства на токарных станках?
Серийное производство обеспечивает ритмичность, снижает себестоимость на 30-50% за счет автоматизации и минимизирует брак до 0,5%. Это идеально для автопрома и приборостроения, где стабильность критически важна.
- Повышение производительности до 500 деталей в смену.
- Снижение простоев благодаря цикловым программам.
- Экономия на инструменте за счет оптимальных режимов.
Как выбрать станок для серийного выпуска?
Ориентируйтесь на мощность шпинделя от 11 к Вт, жесткость станины выше 1200 Н/мм и автомат смены инструмента. Проверьте совместимость с ЧПУ и наличие виброизоляции для вашего цеха.
- Определите объем серии и допуски.
- Изучите отзывы по моделям вроде 16А20 или аналогов.
- Проведите тестовый запуск на демо-станке.
Какие режимы резания оптимальны для серий?
Скорость 200-300 м/мин, подача 0,3-0,5 мм/об, глубина 2-4 мм для сталей. Используйте адаптивные циклы ЧПУ для автоматической корректировки.
Для алюминия — до 500 м/мин, для титана — 100-150 м/мин с охлаждением.
Как минимизировать простои в серийном производстве?
Внедрите автомат смены инструмента, предиктивную диагностику ЧПУ и запасные узлы. Планируйте ТО по графику, чтобы простои не превышали 5% времени.
- Мониторинг через Io T-датчики.
- Резервные магазины инструмента.
- Обучение операторов на симуляторах.
Стоит ли покупать российские или импортные станки для серии?
Российские — для бюджетных серий с быстрой логистикой и сервисом (16К20Ф3), импортные — для высокоточных задач (Haas). Гибридные варианты сочетают лучшее.
| Параметр | Российские | Импорт |
|---|---|---|
| Цена | 4-8 млн руб. | 10-20 млн руб. |
| Сервис | 7 дней | 14-30 дней |
Как обеспечить безопасность в серийном цикле?
Установите защитные барьеры, датчики положения и аварийный стоп. Соблюдайте ГОСТ Р 12.2.032 с обучением персонала и ежемесячными проверками.
Заключение
В статье рассмотрены ключевые аспекты выбора и оснащения токарных станков для серийного производства: от шпинделя и инструмента до жесткости конструкции, ЧПУ и виброизоляции. Эти элементы обеспечивают высокую производительность, минимальный брак и снижение себестоимости на 30-50% в ритмичном цикле. Оптимальные режимы резания и автоматизация позволяют выпускать до 5000 деталей в смену без простоев.
Для успешного внедрения: рассчитайте жесткость по FEM, интегрируйте ЧПУ с симуляцией, обеспечьте автомат смены инструмента и виброизоляцию. Проверяйте станки на демо и обучайте персонал по ГОСТам. Выбирайте гибридные российско-импортные решения для баланса цены и точности.
Не упустите шанс оптимизировать производство! Свяжитесь с поставщиками станков сегодня, проведите аудит цеха и запустите первую серию уже через месяц. Ваше предприятие заслуживает лидерства в машиностроении — действуйте сейчас!